ООО "Виком-ВИЛС" обладает несколькими методами литья алюминия и цинка, которые используются на производстве.
Кокильные машины активного гравитационного литья в автоматическом цикле наклоняют форму под заданный угол, а затем по мере заполнения расплавом с заданной скоростью возвращают в вертикальное положение.
Этим обеспечивают ламинарное заполнение формы расплавом.
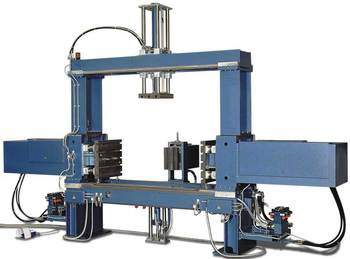
Гравитационная заливка - классическая литейная технология. Известна уже на протяжении тысячелетий, но до сих пор имеет потенциал для совершенствования. Разработка DIESSA благодаря модульной конструкции особенно ориентирована на наше предприятие, где необходима универсальность и возможность перенастройки оборудования для выполнения самых разных задач.
Для тех, кому важна гибкость и возможность применения оборудования для изготовления отливок разных категорий сложности. Переналадка осуществляется без значительных затрат времени. После монтажа дополнительных приводов полуформ и стержней базовая литейная машина становится пригодной для изготовления высоко сложного литья.
На машине «в такт» приводятся 2 разных кокиля, что вдвое увеличивает производительность без увеличения персонала и занимаемой площади.
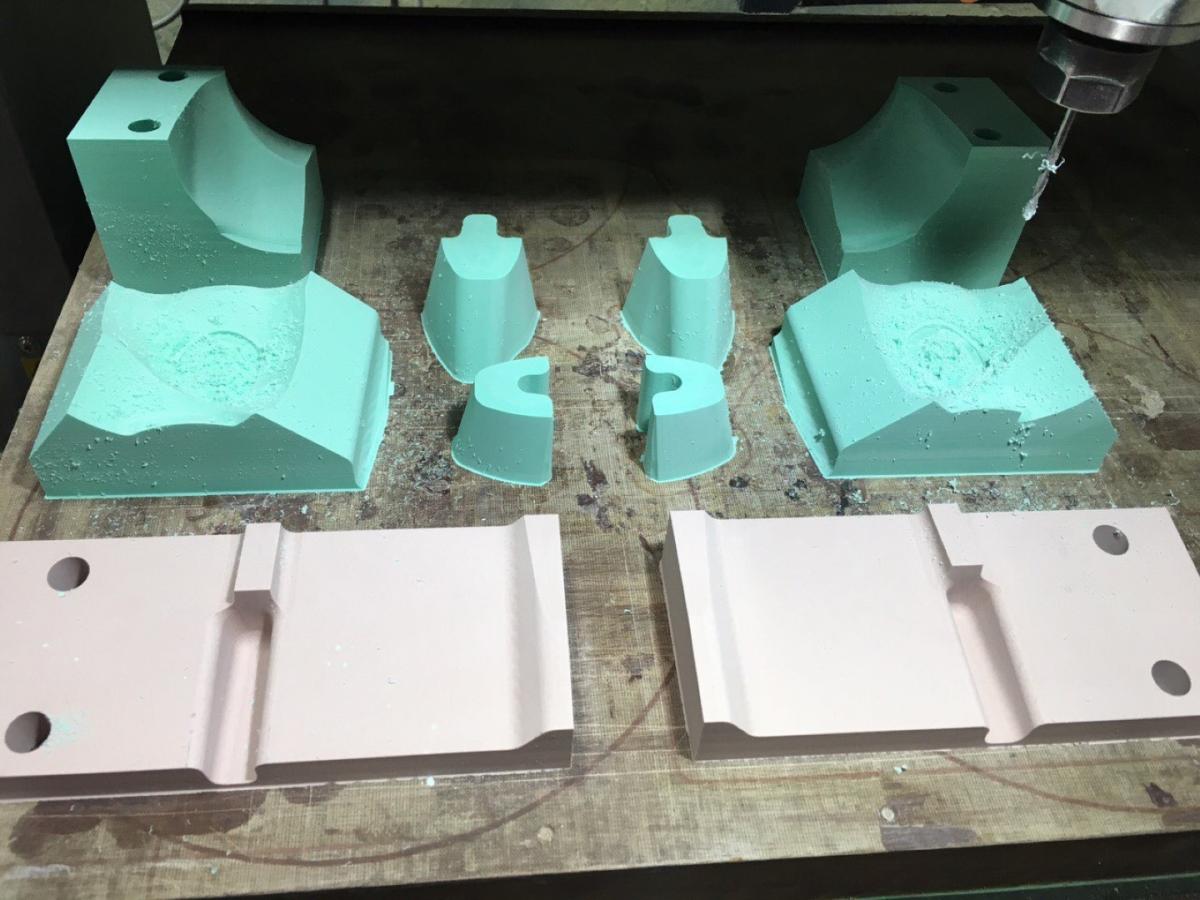
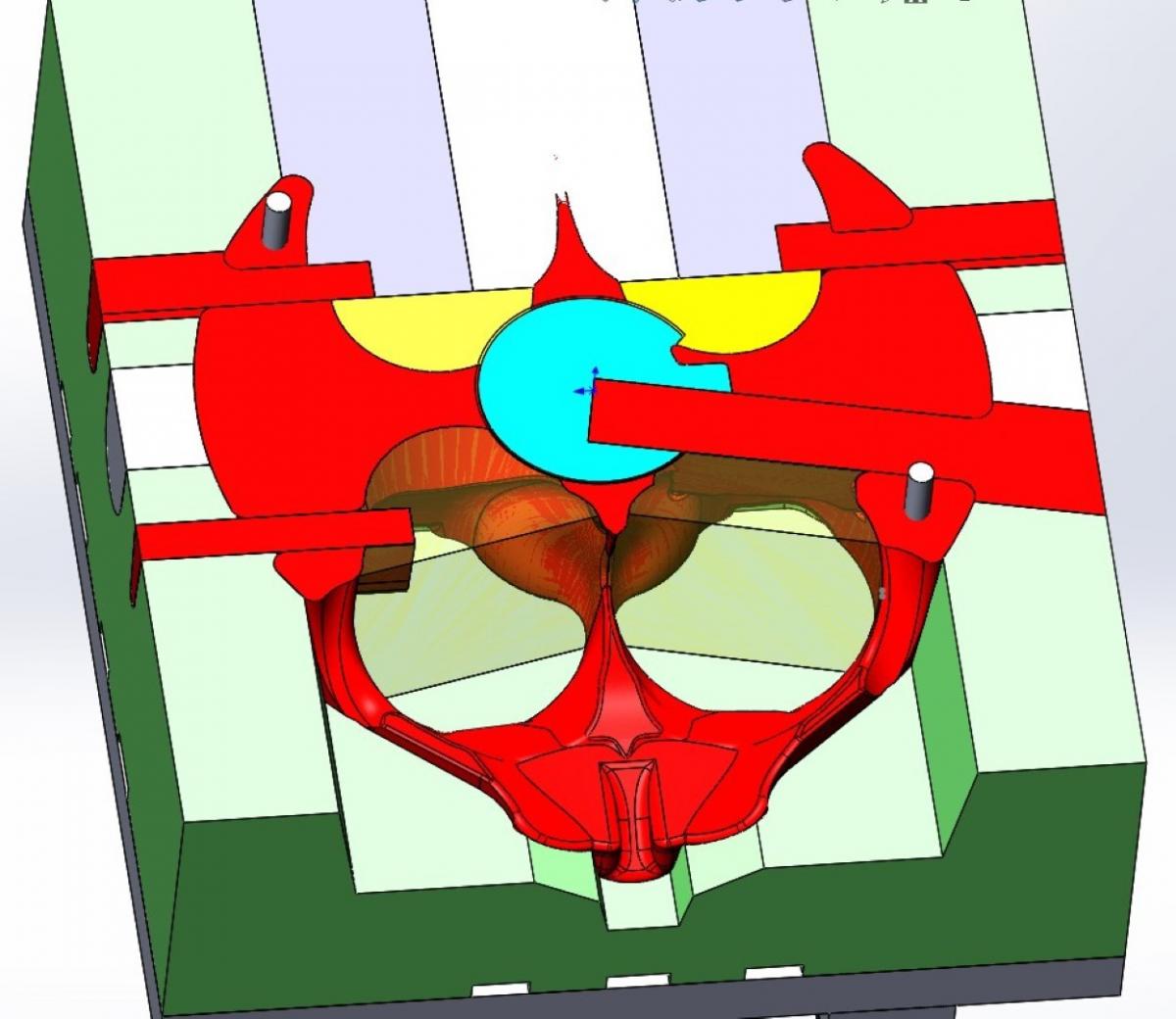
Литейные стержни – это устанавливаемые в формы отъёмные формообразующие элементы, необходимые для образования полостей или отверстий требуемой конфигурации, а также иных сложных контуров, в том числе и участков наружных поверхностей. Литейные стержни фиксируют с помощью выступов, входящих в соответствующие впадины в форме и называемых стержневыми знаками. Конфигурация и размеры стержневых знаков должны обеспечивать удобство установки и устойчивое крепление стержней в форме.




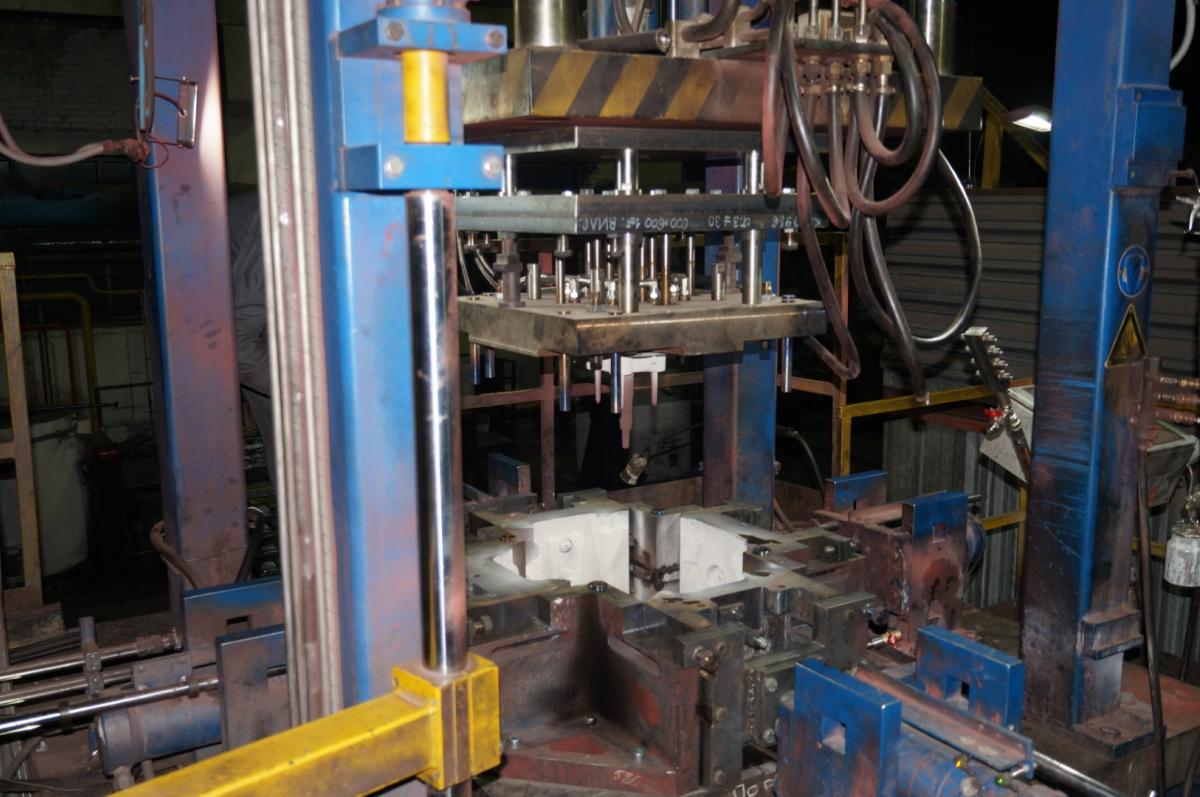
Литейные стержни изготавливают с помощью стержневых ящиков, в которых производят формовку специальной стержневой смеси, основой которой является кварцевый песок с различным связующим (например, синтетической смолой или жидким стеклом). В процессе изготовления стержня внутри него металлической иглой обычно делают вентиляционный канал, служащий для лучшего удаления газов, образующихся при контакте с расплавленным металлом в процессе литья.
Стержни сложной формы могут состоять из двух и более частей, которые могут как предварительно склеиваться друг с другом, так и вставляться одна в другую в процессе сборки литейной формы.


Машины литья под низким давлением позволяют:
Литье под низким давлением в кокиль позволяет получить гидро - и газоплотные отливки с более высокими механическими свойствами в сравнении с песчаными разовыми формами, имеющими высокую газотворность.
Литьё под низким давлением - управляемое заполнение, направленная кристаллизация, высокая экономическая эффективность
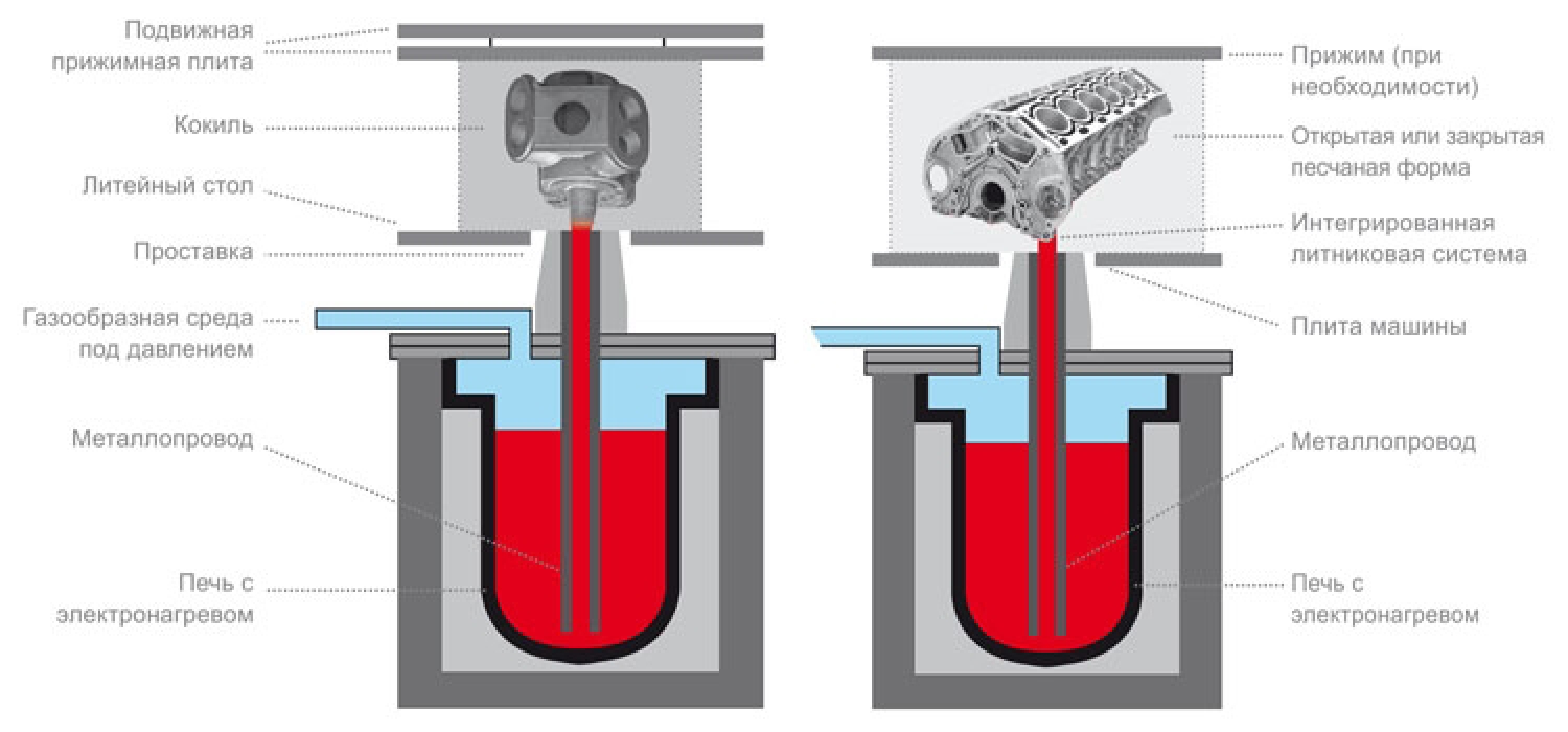
Функциональная схема: литьё под низким давлением в кокиль (лев.), в стержневые пакеты (пр.)

Литьё под низким давлением предназначено для удовлетворения наивысших требований к качеству. В печи создаётся давление, при этом жидкий алюминий по металлопроводу попадает в кокиль. Благодаря контролируемому и прежде всего всего равномерному повышению давления полость формы заполняется медленно, а также исключается образование оксидной плёнки, возникновение холодных течений и опасности газовых включений.
Во время кристаллизации металла отливки давление в печи обеспечивает уверенную подпитку отливки металлом. Применением литейно-технических мероприятий и целевым использованием охлаждения кокиля достигается идеал - направленное застывание.
С инновационной литниковой камерой KURTZ предлагает небывалую гибкость заполнения и подпитки отливки благодаря технологии литья под низким давлением - независимо от геометрии изготавливаемых деталей и без дополнительного подвода тепла. При этом количество литников не ограничено и возможно применение множества локально действующих каналов малых сечений. Как и ранее оправдано и применение одного или нескольких металлопроводов.

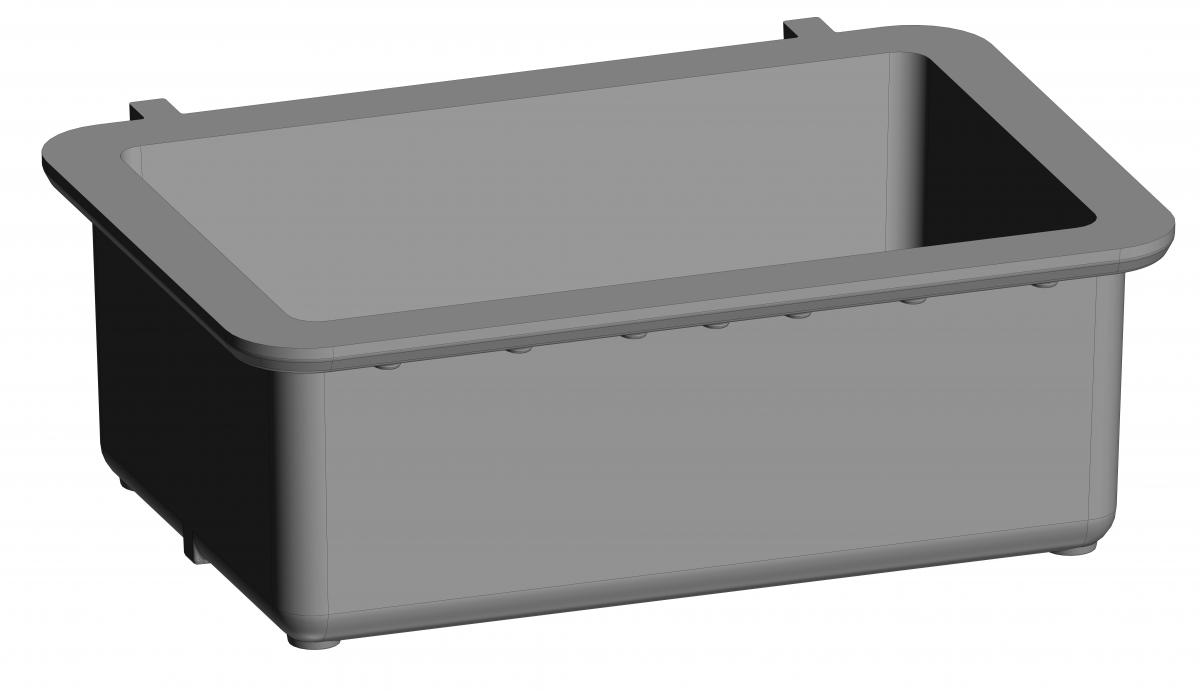
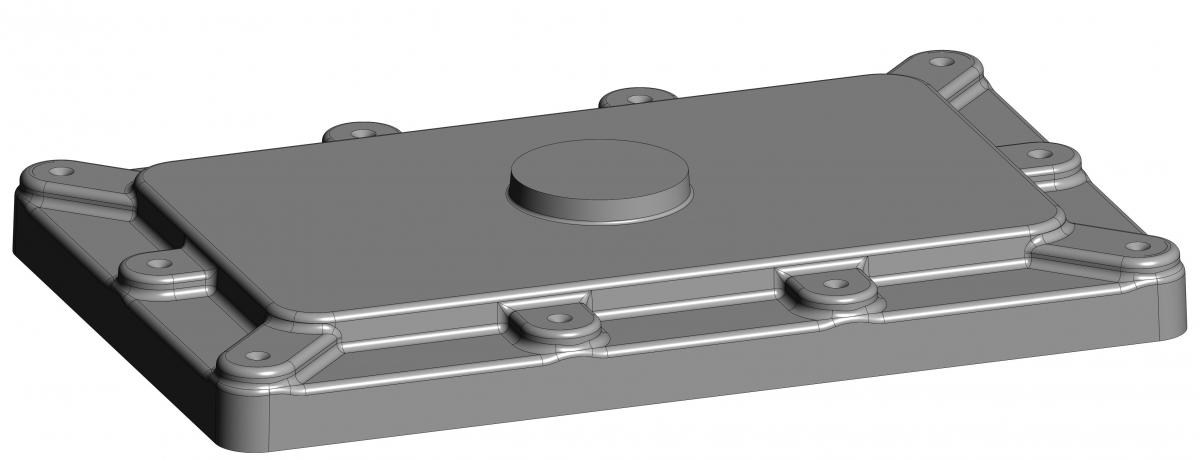
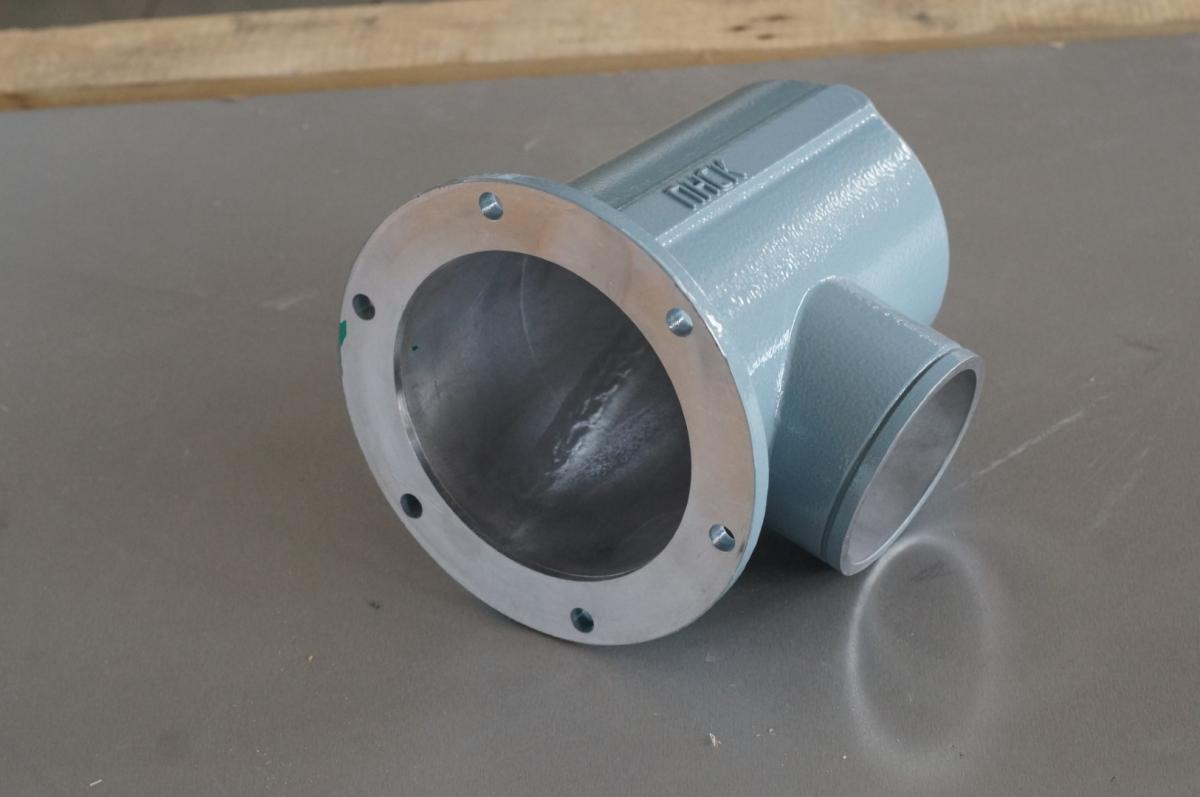
Дальнейшее преимущество технологии литья под низким давлением - уменьшение количества материала на литниковую систему. Это можно продемонстрировать на примере корпуса компрессора. При литье под низким давлением можно рассчитывать на более низкие затраты на зачистку, обработку и повторный расплав возвратного материала. Кроме того, как правило, увеличивается производительность машины, т.к. обеспечивается лучшая повторяемость процесса и снижается влияние внешних факторов
Расплав на участок литья поступает с плавильного участка, оснащенного наклонными тигельными газовыми печами, а так же установкой для рафинирования и модифицирования сплава.